在转子上扎箍的目的是什么?
2019-10-22 17:01:28 来源:电机技术日参
【哔哥哔特导读】为了规避这个问题,除绕组的浸漆固化外,采取的另一个措施,是在绕组端部增加支承压圈,保证端部相对轴的空间距离符合要求,而后会在转子绕组端部的外圈扎上热缩性绑扎带,以控制转子绕组径向向外甩出变形。
普通电机的铸铝转子是一个相对坚固的整体,而绕线转子电机则不然,不管是硬绕组还是软绕组,绕组端部稳固性要相对弱一些。
为了规避这个问题,除绕组的浸漆固化外,采取的另一个措施,是在绕组端部增加支承压圈,保证端部相对轴的空间距离符合要求,而后会在转子绕组端部的外圈扎上热缩性绑扎带,以控制转子绕组径向向外甩出变形。Ms.参通过视频方式给大家展示一下转子绕组端部外圈扎热缩带的过程。
转子端部绑扎在转子嵌线后,浸漆前进行,通过后续的浸漆和烘干工序,绑扎带收缩后在径向与绕组紧密配合,能通过绝缘漆与绕组形成一个整体,这样转子可靠性就得到了增强。
对于绕线转子电机,必须严格控制电机的转速,因为超速运行时很可能会出现甩包,也就是转子绕组端部向外变形,并与转子绕组相擦,造成电机毁灭性的电气故障。
什么是电机转子的甩包故障?
甩包是绕线转子电机特有的故障,是由于电机超速运转时发生,该类故障多发于绞车、行车运行过程中的飞车情况,故障表现为转子绕组端部发生变形而高出转子铁芯外径,该问题发生的同时会导致定子绕组受损烧毁。
甩包故障对电机是致命性的,可通过限速保护装置有效规避了该问题的发生。电机生产加工过程中应在电机转子绕组的端部采用必要的固定措施,防止端部的变形。
生产过程所采取的措施
生产加工过程中为加强端部刚性和可靠性,必要的措施包括主要有:
●支承、箍紧。在转子端部增加支架和端部扎箍,克服转子绕组的径向离心力,防止电机运行时绕组因通过受热变形。
● 弹性绑扎带固定。在绕组的端部外采用PST弹性绑扎带固定,使绕组固定为牢固整体。电机浸烘过程中PST受热缩变,较好地保证了转子端部的固化可靠性。
● 浸漆固化。与定子绕组有工艺相似,采用VPI浸漆工艺,绕组的机械强度和绝缘可靠性大幅提高。
● 转子动平衡。严格控制转子的动平衡精度,减少和消除交变激振力对转子绕组的损害。
要特别提示,电机生产加工过程中,生产厂家会对电机进行1.2倍的超速试验,以验证转子端部的牢固性,电机的技术条件上也会有具体规定;但最有效的做法是客户必须清楚这方面的要求,并采取必要的措施。
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请与我
们联系,我们将及时更正、删除,谢谢。

基于高集成度 G32M3101 电机控制 SoC开发的浴霸风机,主控芯片搭载 Arm® Cortex®-M0+ 内核,主频达 64MHz,并配置 64KB Flash 与 8KB SRAM。应用采用无感FOC矢量控制算法,利用PID控制器对参考速度和实际速度进行闭环调节,输出电流向量大小,通过估算器实现对转子位置及速度的精准获取。

针对电磁轴承转子系统的悬浮控制问题,本文提出了一种基于多维可视化的多目标优化控制策略。

本文提出了两款永磁汽车发电机的转子结构:径向磁通的空心结构转子和切向磁通的高气隙磁密转子。二者的共同特点是将汽车发电机的两大性能指标之一的[零电流转速]降低到600rpm以下。该发电机非常适用于城市公交车,提高了效率,延长了车载蓄电池的使用寿命,节能节油,经济效益明显。
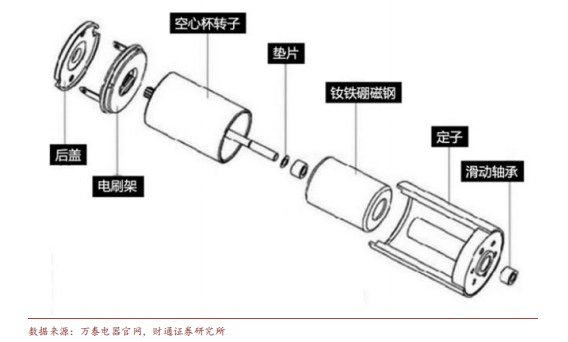
作为一种采用无铁芯转子的直流永磁伺服控制电机,空心杯电机具有体积小、功率密度大、控制特性良好等特点,在人形机器人灵巧手或将取得大量应用。

无刷直流电机不需要电刷和换向器之间的物理接触。这一步消除了摩擦引起的机械损耗,使无刷直流电机更适合长期使用。由于转子不需要供电,因此无需电刷和滑环,换向器组件也简化了结构。

三相绕线转子电动机,是在电机转子回路中串接电阻或电抗器,实现电机起动电流小、起动转矩大的效果,即有效地改善电机起动性能。直流电动机的滑环也叫换向器,与电刷配合实现电机电流换向。

第一时间获取电子制造行业新鲜资讯和深度商业分析,请在微信公众账号中搜索“哔哥哔特商务网”或者“big-bit”,或用手机扫描左方二维码,即可获得哔哥哔特每日精华内容推送和最优搜索体验,并参与活动!
发表评论

哔哥哔特资讯
重视商业和技术性活动在推动行业服务工作方面
的重要作用,并与相关行业组织密切合作关系。





