电机转轴的精车加工
2019-08-05 16:17:32 来源:电机技术日参
【哔哥哔特导读】精车的要求较高,应由熟练工人在较精密的车床上进行。如果粗车后轴的中心孔受到磨损时,必须重新修正中心孔,以得到精确的加工定位基准,然后才能进行精车。
我们原来谈到过轴的粗加工,粗加工是轴精加工的基础,对于需要精加工的部位要留下够用、但不能过多的加工余量,以保证精加工的正常进行。
精车的要求较高,应由熟练工人在较精密的车床上进行。如果粗车后轴的中心孔受到磨损时,必须重新修正中心孔,以得到精确的加工定位基准,然后才能进行精车。
精车时,必须注意保证两轴承档间的尺寸,也就是我们说的轴肩,因为它的准确度要求较严格,而且其它各轴档多以它作为基准。
轴精车完成后还要对轴承位、轴伸位等部位进行磨削加工,同样,精车过程中也要在需磨削加工的部位留下适宜的加工余量,磨削加工在保证尺寸符合的同时,要保证加工表面达到足够的粗糙度要求。
而对于特别大型的电机轴,限于设备的尺寸能力控制要求,理论上应该磨削的部位,则采用精车的方式完成,但这必须有高的设备精度和人员操作技能作保证。
电机轴的精车
精车的要求较高,应由熟练工人在较精密的车床上进行。如果粗车后轴的中心孔受到磨损时,必须重新修正中心孔,以得到精确的加工定位基准,然后才能进行精车。
死顶尖安装工件比较稳固,但磨损较大。活动顶尖刚性较差,但可避免工件与顶尖之间的磨损,因此,在转速较高的切削中,广泛采用活动顶尖。
精车的装夹方法与粗车时大致相同。精车时,除需要磨削的台阶留出磨削加工余量(0.3~0.5毫米)外,其余各轴档的直径和长度全都车削到图纸规定的尺寸。端面倒角和砂轮越程槽也同时车出。
对于小型电机,为防止压装时轴的弯曲变形,在粗车滚花后就压装铁心,然后精车轴承位、轴伸位和铁心外圆。或者先把电枢档、换向器档、轴仲档、风扇档等精车好,轴承档按图纸尺寸放大0.3~0.5毫米,进行转子压装,然后精车轴承档、电枢外圆、换向器外圆等部位,以保证转子各部分的同轴度。
精车时,必须须注意保证两轴承档间的尺寸,也就是我们说的轴肩,因为它的准确度要求较严格,而且其它各轴档多以它作为基准。
提高车削加工生产率的方向是提高毛坯的制造精度,以减少加工余量;提高车削量,减少走刀次数,以缩短走刀时间和辅助时间。采用的先进技术有高速切削、强力切削、多刀多刃加工、仿形车削等。
要提高车削的加工精度,应根据具体的加工条件,分析影响加工精度的因素,采取相应的措施。工件和刀具的装夹要准确可靠:工艺系统的刚度要好;刀具的切削刃要细心地研磨;切削深度和走刀量小,则切削力也小,因而工艺系统弹性变形也小,加工面质量可提高。
轴精车时,常采用较小的切削深度和走刀量,这样可得到较高的加工精度和表面粗糙度。
轴的磨削
电机轴两端装轴承的部位和轴伸档要求较高的表面粗糙度。采用精车虽可达到要求,但生产率低,成本高。采用半精车后磨外圆的加工方法是比较经济的。
磨削时,将工件顶在两个死顶尖之间,并用鸡心夹头和拨盘带动旋转。采用死顶尖的目的是减小顶尖与轴之间的间隙,消除振动,从而达到所需要的加工精度。
磨外圆时,通常采用纵向进给(纵磨法),砂轮作主切削运动,工件转动并与工作台一起作直线往复运动(纵向进给)。磨削余量是在多次纵向进给下磨去的。每一往复行程终了,砂轮作横向(径向)切入。纵磨法的特点是精度高。对于小型电机轴,因加工部位不长,有时采用横向进给(横磨法)。砂轮只作横向进给。砂轮的宽度要稍大于被磨削部位的长度(一般约大过5~10毫米)。粗磨时,横向进给量为0.025~0.02毫米/工件每转)精磨时,横向进给量为0.001~0.012毫米/工件每转。横磨法的特点是工效高,但外圆的圆柱度偏差较大,且须经常用钻石刀修整砂轮外形。
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请与我
们联系,我们将及时更正、删除,谢谢。

涵盖主控MCU、功率器件、电源管理IC、方案商、存储控制芯片、测试设备、IPM、传感器以及被动元器件领域,快来看看有没有你的潜在客户吧!

2024年电机智造与创新应用峰会即将举行!包括和而泰、比亚迪、苏泊尔、捷和电机、拓邦股份、科力尔、德昌电机等知名大企的工程师们都已确认参加。您还不来吗?

小米SU7彻底爆了,你会考虑入手吗?它到底有哪些值得关注的地方?
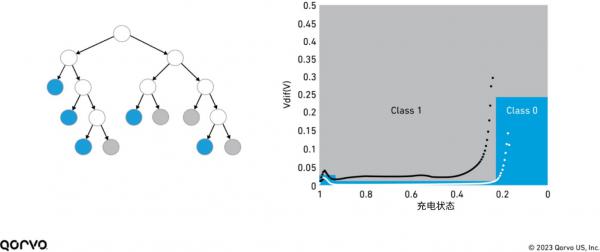
用于 MCU 实施的机器学习(tinyML)技术是一个不断发展的领域;其可为电池管理和电机控制带来新的增强功能。

清洁电器领域微特电机龙头星德胜上市!拟募资9.6亿元发力无刷电机、有刷电机等项目。

小米SU7价格即将揭晓!电机驱动性能引人期待,2024年中国电机智造与创新应用交流会即将举行,让我们一起探讨电机产业的最新趋势!

第一时间获取电子制造行业新鲜资讯和深度商业分析,请在微信公众账号中搜索“哔哥哔特商务网”或者“big-bit”,或用手机扫描左方二维码,即可获得哔哥哔特每日精华内容推送和最优搜索体验,并参与活动!
发表评论

哔哥哔特资讯
重视商业和技术性活动在推动行业服务工作方面
的重要作用,并与相关行业组织密切合作关系。