铸铝转子为何会有缩孔和裂纹缺陷?
2019-07-31 17:21:33 来源:电机技术日参
【哔哥哔特导读】缩孔是铸铝转子凝固过程中局部补缩极差情况下引起的一种缺陷,其形态不规则,孔内粗糙不平,目视可见粗大的晶粒。对于较轻微分散的细小的缩孔称为缩松。缩孔经常发生在铸铝转子的上、下端环的内环接近铁心处,又以上端环缩孔为常见。
电机铸铝转子的缺陷检查比较困难,在实际生产加工过程中要靠工艺参数和经验去控制和把握,而有的缺陷只有在后期试验过程才可以发现。今天Ms.参就铸铝转子的缩孔和裂纹缺陷与大家进行探讨,也很愿意各位能有好的意见和建议。
缩孔是铸铝转子凝固过程中局部补缩极差情况下引起的一种缺陷,其形态不规则,孔内粗糙不平,目视可见粗大的晶粒。对于较轻微分散的细小的缩孔称为缩松。缩孔经常发生在铸铝转子的上、下端环的内环接近铁心处,又以上端环缩孔为常见。
1 缩孔、缩松产生的原因
●铝水、模具、铁心的温度匹配不合适,达不到顺序凝固合理补缩的目的。上模温度过低,铁心预热温度不均匀、温差大,常是造成上端环缩孔、缩松的主要原因。
●模具结构的不合理,特别是内浇口截面过小或分流器过高补缩不良,也是造成上端环缩孔、缩松的一个原因。由于模具密封不良或安装不当造成漏铝,浇口铝水减少,也会造成缩孔或缩松。
●离心机转速低,产生压力太小。
●低压铸铝上端环缩孔、缩松常发生在风叶根部,这往往是上模温度过高,铁心预热温度太低或内浇口窄小造成的。
2 防止产生缩孔、缩松的措施
●适当合理地掌握模具、铁心预热温度,使铝水得以顺序凝固补缩。
●修改模具,适当加大内浇口截面,或降低分流器高度,以增大补缩作用。
●适当地提高离心机的转速,采取适合被浇注转子的浇注方法。
●低压铸铝要及时冷却上模;适当提高铁心预热温度;适当增加内浇口截面;延长凝固时间。
3 铸铝过程裂纹缺陷描述
铸铝转子裂纹主要是由于转子冷却过程中所产生的铸造应力,超过了铝导体当时(指产生裂纹的瞬间)的极限强度而产生的。铸铝转子裂纹大都呈径向。有热裂纹和冷裂纹之分。热裂纹是结晶过程中高温下产生的,裂纹开口处表面呈氧化色,外形曲折而不规则。冷裂纹是凝固的铝进一步冷却过程中产生的,裂开表面干净、光滑、颜色和铝在室温时的断面一样,冷裂纹往往是连续直线状的,无交叉,常出现在表面。
4 为什么会产生裂纹?
●铝中杂质含量不合理。工业纯铝中常含有铁与礁,这些杂质影响铝的可塑性,大量实验分析证实,硅铁杂质含量比对裂纹的影响很大,当硅铁比小于1.5或大于10时,均不出现裂纹,硅铁比在1.5~10之间易出现裂纹。研究表明,Si/Fe之含量不合理是铸铝转子产生裂纹的主要原因,而铸铝工艺参数,端环尺寸与形状等因素,仅在过渡区中有影响。
●铝水温度过高铝的结晶颗粒变粗,延伸率降低,承受不了在冷凝过程中产生的收缩力而形成裂纹。由于铝水温度增高,气体溶解度增大,特别是氢气的溶入,约占铝水中含气总量的60~90%,当铝水浇入铸型内冷却时,将析出氢气使铸件形成针孔,严重地影响铸件强度,表面则呈现裂纹。
●转子端环尺寸的影响端环尺寸不合理是产生裂纹(尤其是冷裂纹)的重要因素之一。一般端环的厚度和宽度之比小于0.4时,易产生裂纹。
5 铸铝裂纹控制措施
●调整铝中硅铁含量之比值,即Si/Fe≤1.5,或提高Si/Fe≥10,但以降低的措施为好。因为含硅量低,铸造性能好,成本低。生产时只须加入适量的废硅钢片即可(加入前应预热烘干),但加铁量不宜过多,否则会降低铝的导电率,使转子电阻增大,容易引起断条。
●设计转子端环时,应使其厚度与宽度之比值大于0.4。
●严格控制铝水温度,最高不得超过780℃。
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请与我
们联系,我们将及时更正、删除,谢谢。
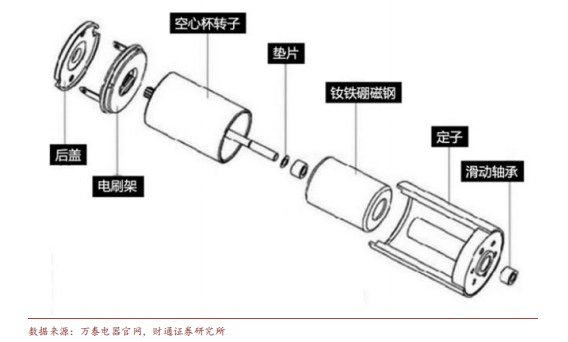
作为一种采用无铁芯转子的直流永磁伺服控制电机,空心杯电机具有体积小、功率密度大、控制特性良好等特点,在人形机器人灵巧手或将取得大量应用。

无刷直流电机不需要电刷和换向器之间的物理接触。这一步消除了摩擦引起的机械损耗,使无刷直流电机更适合长期使用。由于转子不需要供电,因此无需电刷和滑环,换向器组件也简化了结构。

三相绕线转子电动机,是在电机转子回路中串接电阻或电抗器,实现电机起动电流小、起动转矩大的效果,即有效地改善电机起动性能。直流电动机的滑环也叫换向器,与电刷配合实现电机电流换向。

惯性匹配是一个非常重要的问题,在以前的文中已经多次提到,但在实践中却常常被忽略。伺服电缸制造商更换伺服电机时,确保转子的惯性与原电机相同或尽可能接近。

异步电机的缺点很突出,它的启动性能是要比永磁同步电机差的,因为启动时要通过磁场旋转在转子(短路的绕组)上产生电流后还才能开始运转,同步电机只要定子通电就能与转子相互作用。

微型直流电机是可将直流电转换为机械能的传动装置,直流电机定子会提供磁场,直流电为转子提供电流,换向器使转子电流与磁场产生转矩方向保持不变。微型直流电机可分为有刷电机与无刷电机。

第一时间获取电子制造行业新鲜资讯和深度商业分析,请在微信公众账号中搜索“哔哥哔特商务网”或者“big-bit”,或用手机扫描左方二维码,即可获得哔哥哔特每日精华内容推送和最优搜索体验,并参与活动!
发表评论

哔哥哔特资讯
重视商业和技术性活动在推动行业服务工作方面
的重要作用,并与相关行业组织密切合作关系。