谈小型电机绕组嵌装的机械化
2019-05-16 11:52:48 来源:电机技术日参
【哔哥哔特导读】小型电机绕组嵌装工艺,长期以来采用手工操作,劳动强度大,生产效率低,与电机生产的其他工艺很不协调,不适应大批量生产的要求。
小型电机绕组嵌装工艺,长期以来采用手工操作,劳动强度大,生产效率低,与电机生产的其他工艺很不协调,不适应大批量生产的要求。因此,绕组散装的机械化和自动化,是当前小型电机绕组制造工艺发展的主要趋势。近年来,我国小型电机绕组散装机械化和自动化已取得了一定成果,自动嵌装设备已陆续进入一些电机生产企业。
小型电机绕组机械散装分为直接法和间接法两种,Ms.参今天与大家分享一些内容。
直接嵌装法
直接法又称直绕法。它是将导线直接绕入铁心槽内,多用于交流转子或直流电枢绕组嵌装。实际应用的转子或电枢绕组散线机床,一般均配有自动计匝、自动跳槽、自动夹紧工件等装置,结构比较复杂。
间接嵌装法
间接法是将导线绕成线圈后再散入铁心槽内,多用于定子绕组散装。常用的有拉入法,还有一种是电磁冲击法。
拉入法常用于单层同心式绕组,可一次拉入或分次拉入,槽满率可达到75%左右。散线机动作原理:导指伸入铁心内圆,其作用是相当于把铁心槽口沿轴向延长,每个导指的位置正对着齿,导指数等于齿数。线圈预先挂在导指上,随着推头的前进,线圈边沿导指的护槽边拉入槽内,同时推头上的齿将残留在槽口附近的导线全部压入槽内。导指护槽边间的间隙应等于导线直径的倍数,以免导线入槽时被卡住。槽模紧随着线圈边被推入槽内,将已进入槽口的导线压紧。线圈端部在推头前进到行程时滑出导指,以保持端部排列整齐。
电磁冲击法是利用电容器放电,产生电脉冲,在线圈内产生强大电流和电磁冲击力,将线圈推入定子或转子槽内,线圈端部的喇叭口依靠惯性成型。由于电磁力很大,导线入槽后受压力变形,线圈边被紧紧压缩在槽内,槽满率可达到80%以上。
电磁冲击法嵌线时,待嵌的线圈先套入线圈推进器的槽沟内,推进器布置在定子铁心膛内,槽沟对准定子槽口,形成通道以引导导线嵌入槽内。推进器的下端固定着一个非磁性短路装置(即短路环,用铜或铝制成),当电容器组放电,施加一脉冲电流于待嵌线圈时,推进器铁心中即产生磁通,短路装置感应出强大的涡流及磁通。两个磁通相斥并产生排斥力,将线圈推入定子铁芯槽内。
企业在实现机械嵌装的过程中都 会经历不同程度的磨合过程,如果前期处理不当,投入使用后故障率会比较高;与纯粹的手工操作相比,排除了人为性的因素,因设备无法客观地感知一些过程的不适宜性。特别说明的是,机械化生产更适用于大批量的生产,规格比较杂散时不适用。
声明:转载此文是出于传递更多信息之目的。若有来源标注错误或侵犯了您的合法权益,请与我
们联系,我们将及时更正、删除,谢谢。

2024年中国电机智造与创新应用暨电机产业链交流会(春季)倒计时最后一周!议程表已正式出炉!

电机交流会演讲嘉宾揭晓!12位神秘演讲嘉宾将在现场带来重要内容。您还不赶紧报名?

涵盖主控MCU、功率器件、电源管理IC、方案商、存储控制芯片、测试设备、IPM、传感器以及被动元器件领域,快来看看有没有你的潜在客户吧!

2024年电机智造与创新应用峰会即将举行!包括和而泰、比亚迪、苏泊尔、捷和电机、拓邦股份、科力尔、德昌电机等知名大企的工程师们都已确认参加。您还不来吗?

小米SU7彻底爆了,你会考虑入手吗?它到底有哪些值得关注的地方?
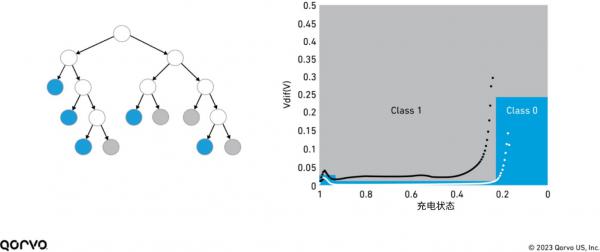
用于 MCU 实施的机器学习(tinyML)技术是一个不断发展的领域;其可为电池管理和电机控制带来新的增强功能。

第一时间获取电子制造行业新鲜资讯和深度商业分析,请在微信公众账号中搜索“哔哥哔特商务网”或者“big-bit”,或用手机扫描左方二维码,即可获得哔哥哔特每日精华内容推送和最优搜索体验,并参与活动!
发表评论

哔哥哔特资讯
重视商业和技术性活动在推动行业服务工作方面
的重要作用,并与相关行业组织密切合作关系。


